PRINCIPE DE LA VINIFICATION
LA GLYCOLYSE, LA TEMPERATURE, LE SULFITAGE, LE LEVURAGE, LA CHAPTALISATION
LE P.H, LA TEMPERATURE, LE SO2 , L' AERATION
|
On nomme "vinification" les multiples façons de convertir les raisins en vin. Cette activité, d'origine paysanne, exige une main-d'oeuvre et un grand savoir-faire.
De nos jours, la vinification s'appuie sur une technique très élaborée. Elle a bénéficié non seulement des progrès récents des connaissances oenologiques, mais également de moyens industriels sophistiqués. Savoir vinifier, c'est appliquer à une vendange la technique la plus appropriée en fonction du milieu, du matériel dont on dispose et du type de vin que l'on désire obtenir. Le vinifîcateur est une personne d'expérience. Dans ce domaine, on a peu de chance de réussite si l'on n'a pas la compétence ; on dit couramment que "l'ignorant n'obtient du bon vin que par hasard".
Chaque système de vinification repose sur une dissolution partielle et fractionnée des constituants du fruit et sur leur utilisation sélective. On recueille par foulage et pressurage uniquement le jus sucré des vacuoles de la pulpe. Car si les raisins étaient broyés, les autres tissus végétaux (rafle, parois cellulaires, peau et pépins) donneraient au vin des odeurs herbacées, des saveurs âpres et amères ; ils doivent donc être traités avec précaution. Par une douce infusion, il ne faut extraire des raisins que la quantité suffisante de tanins, de matières minérales ou azotées et de colloïdes qu'ils contiennent. Le choix, encore bien empirique, entre les substances à solubiliser conditionne le type même du vin (rouge, rosé, blanc) et ses qualités gustatives.
Avant d'aborder en détail les étapes de la vinification, il convient de discuter des deux types de fermentation que la matière première subit successivement :
- une fermentation alcoolique, sous l'action des levures ;
- une fermentation malolactique, sous l'action des bactéries.
Le phénomène biochimique essentiel de la fermentation alcoolique, soit la transformation du sucre en alcool éthylique par l'action des levures, est connu depuis fort longtemps.
Les levures sont des agents indispensables à la fermentation, mais en réalité elles n'agissent qu'indirectement en excrétant certaines enzymes qui permettent la réaction suivante :
Fermentation alcoolique
 |
C6H1206 - 2CH3CH20H + 2CO2 + 33 calories
Sucres - éthanol + gaz
Selon que la levure se trouve en présence ou en absence d'air, elle réagit différemment.
En anaérobiose, comme c'est le cas ci-dessus, la levure dégage de l'énergie par dégradation incomplète des sucres avec formation d'alcool et de gaz carbonique. La transformation en alcool n'est jamais complète, car elle donne lieu à de nombreux produits secondaires tels que la glycérine, l'acide succinique, des aldéhydes, etc. Certains produits proviennent de la réaction elle-même, d'autres du métabolisme azoté des levures ou bien de réactions enzymatiques parallèles.
En aérobiose, la levure respire et provoque la combustion complète totale des sucres en eau et en gaz carbonique. De plus, elle se multiplie abondamment :
Respiration
C6HI2O6 6H2O + 6CO2 + 674 calories
La fermentation se déroule en anaérobiose non stricte, car l'anaérobiose stricte (absence d'oxygène) amènerait la mort des levures. L'oxygène présent dans les réserves de moût est utile lors de la multiplication des levures et tout au long du phénomène, afin d'assurer le transfert des électrons nécessaires aux métabolismes énergétiques et structuraux mais aussi au maintien de l'état des levures, notamment au niveau de la membrane.
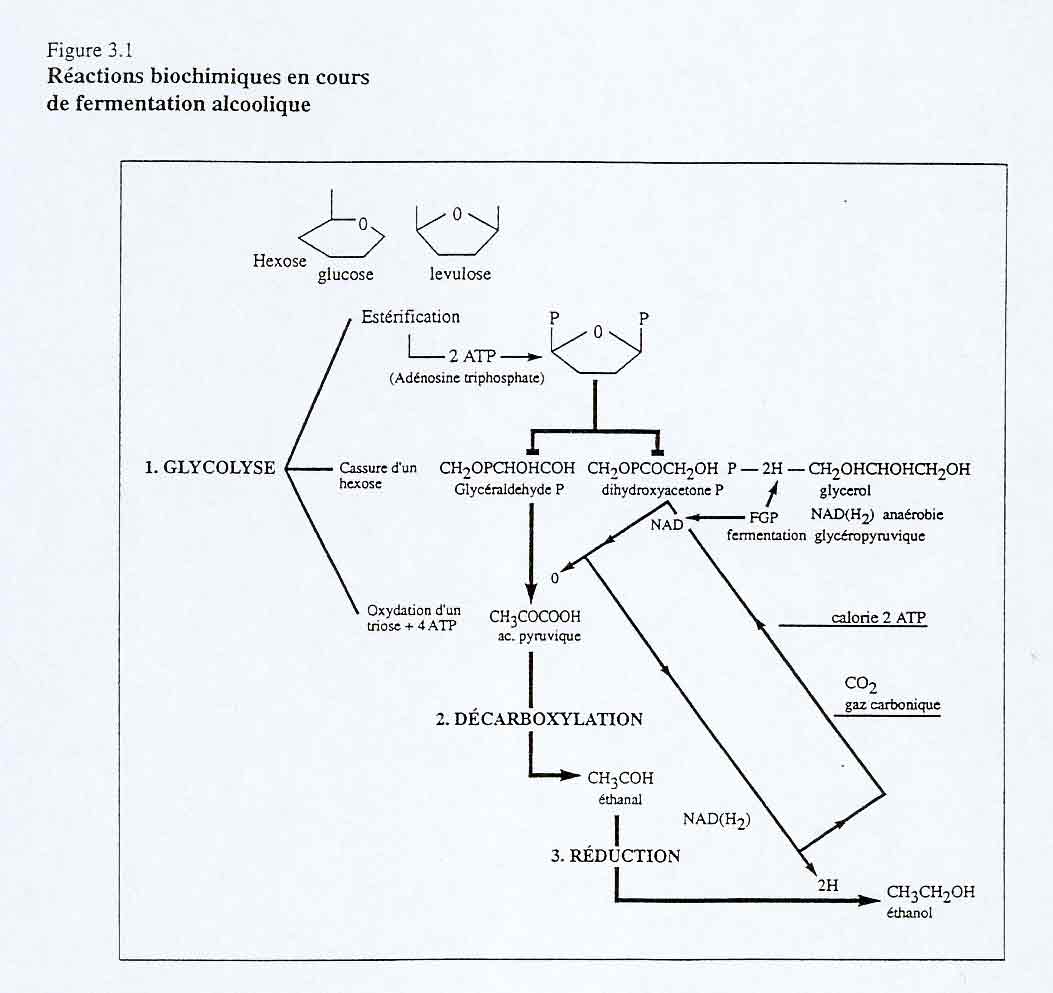
La figure 3.1 présente un résumé de l'ensemble des réactions biochimiques qui surviennent lors de la fermentation alcoolique. La glycolyse transforme d'abord le sucre (ou hexose) contenant six atomes de carbone en deux molécules contenant trois carbones, puis à la suite d'une décarboxylation nous retrouvons l'éthanal, contenant deux carbones, qui par réduction est finalement transformé en éthanol ou alcool éthylique.
Nous expliquons ici en détail l'ensemble du processus :
Les hexoses du raisin, le glucose et les autres se transforment en acide pyruvique. La cassure de l'hexose en deux isomères au niveau du C3 provoque la formation de :
- dihydroxy-acétone-phosphate
- glycéraldéhyde-phosphate
Ensuite, le glycéraldéhyde-phosphate se transforme en acide pyruvique par le biais d'une oxydation et d'une déphosphorylation. L'oxygène nécessaire à la réaction est fourni par la nicotinamide (NAD) qui passe de sa forme oxydée à sa forme réduite.
Le transfert d'un phosphate permet le passage de l'ADP (adénosine diphosphate) à l'ATP (adénosine triphosphate). Cette réaction libère de l'énergie qui est stockée dans les liaisons riches de l'ATP. La réaction libère quatre ATP ; deux serviront à régénérer les deux ADP résultant de l'activation de la glycolyse.
La transformation des sucres en alcool comprend une oxydation suivie d'une hydrogénation (ajout de H). C'est la même molécule, la nicotinamide (NAD) qui permet les échanges d'oxygène ou d'hydrogène, en passant successivement sous ses deux formes, oxydée NAD ou réduite NADH2).
C'est la molécule dihydroxy-acétone-phosphate qui permet la régénération de la nicotinamide. Ce processus, que l'on appelle la fermentation glycéropyruvique, provoque la formation d'une molécule de glycérol (tri-alcool) : CH2OHCHOHCH2OH.
Figure 3.1 - Réactions biochimiques au cours de fermentation alcoolique
Le bilan énergétique par molécule d'hesose est donc de deux ATP, qui se transforment en chaleur.
2) Décarboxylation de l'acide pyruvique
En perdant une molécule de gaz carbonique, l'acide pyruvique donne l'éthanal (CH3COH).
3) Reduction
La molécule d'éthanal, en fixant de l'hydrogène (H2), donne l'éthanol (CH3CH2OH)
1.1.1 Dynamique de la fermentation alcoolique
La fermentation alcoolique s'accompagne de plusieurs phénomènes physiques et chimiques avec lesquels le vigneron doit composer.
Dans une cuve de moût en fermentation, on observe :
- un foisonnement qui, pour une vendange rouge, s'accompagne de la formation d'un chapeau qui correspond à la remontée des matières solides ; ces manifestations proviennent de la poussée du CO2 qui se dégage ;
- une augmentation de température au sein de la masse qui fermente ;
- une diminution de la densité qui devient voisine de celle de l'eau ;
- une augmentation de la couleur, pour les vins rouges ;
- une modification de la saveur du moût.
De ces phénomènes, il convient de discuter plus à fond de la température et de la densité du moût en cours de fermentation.
La température joue un rôle important sur la vitesse de fermentation car elle en affecte les agents responsables, les levures. À une température de 20°C, leur prolifération s'accélère pour passer par un maximum vers 30°C, elles transforment alors 10 % de plus en sucre pour une augmentation de l°C. Pour chaque écart de température de IO°C, la vitesse est doublée. Plus les levures travaillent vite, moins le rendement sucre-alcool est grand car les levures donnent, alors beaucoup de produits secondaires et elles risquent d'arrêter leur activité plus tôt. Au-dessous de 10°C, les levures sont incapables de se multiplier et au-dessus de 35°C, leur activité diminue rapidement, la fermentation risque alors de s'arrêter. C'est pourquoi tout doit être mis en oeuvre, lors de la cuvaison, pour que la température du moût ne s'élève jamais à ce niveau.
La fermentation est une réaction exothermique, il y a donc un dégagement de chaleur, en supposant que la chaleur spécifique du moût soit égale à 1 c'est-à-dire qu'il y a élévation de température de 1°C pour chaque 1g de substance. Lors de la fermentation d'une vendange contenant 10° en puissance, l'augmentation de température devrait atteindre 13°C, soit 1,3°C par degré d'alcool.
Lors de la vinification, il s'établit donc un échange de température entre la cuve et l'air ambiant. Cet échange dépend de plusieurs facteurs, dont l'écart de température entre le milieu et le matériel. En effet, la cuve perd de la chaleur par conduction et rayonnement. Les échanges sont d'autant plus importants que la surface est grande, que l'épaisseur des parois est faible, et que le matériau qui la compose est un bon conducteur.
Le dégagement de C02 entraîne également des pertes de chaleur non négligeables. Enfin, des moyens artificiels peuvent être utilisés par le vinifîcateur pour contrôler la température, tels que des appareils de refroidissement par ruissellement ou des échangeurs de chaleur.
Il est. important de se rappeler que certaines circonstances peuvent faire augmenter la température de la cuve :
- la température initiale de la vendange : elle vient s'ajouter au dégagement de chaleur lors de la fermentation ;
- la richesse en sucre : l'élévation de température est proportionnelle à la quantité de sucre du moût qui doit fermenter ;
- la vitesse de fermentation : plus elle sera rapide, plus l'augmentation de température sera importante.
En plus des risques d'arrêt de fermentation, une température trop élevée entraîne :
En vinification en blanc :
 |
- une diminution de la richesse et de la finesse de l'arôme,
- une altération de la couleur.
En vinification en rouge :
- l'altération du bouquet,
- l'apparition du goût amer ou herbacé,
- par contre, il y a une meilleure diffusion de la couleur et des tanins.
Cependant, à température plus basse, on compensera par une durée plus longue de cuvaison. On peut voir au tableau 3.1 qu'il existe pour toute vinification une température optimale.
Tableau 3.1
Température de fermentation pour les principales classes de vins
Température : Minimum - Optimum - Maximum de fermentation (°C)
Vin rouge : 25 / 28-30 / 32
Vin blanc : 16 / 18-20 / 22
Vin liquoreux : 18 / 20-22 / 25
La densité
Progressivement, au cours de la fermentation, le sucre se transforme en alcool et la densité (g/litre) du moût diminue pour atteindre 1,000, la densité de l'eau, et finalement atteindre celle du vin, 0,992 à 0,996.
La mesure se fait à l'aide d'un densimètre dans une éprouvette, en tenant compte de la température du moût. Avant le début de la fermentation, il n'y a pas encore d'alcool et seul le sucre a une influence sur la densité.
Connaissant la densité de départ du moût avant le début de la fermentation, on peut trouver sa teneur en sucre et son pourcentage en alcool. Le tableau 3.2 permet de faire ces relations.
1.1.2 Quelques outils du vigneron
En plus des outils de base concernant le suivi et le contrôle de la température, le vigneron dispose de nombreuses techniques lui permettant de maîtriser la vinification et le produit final.
De façon générale, l'utilisation d'additifs chimiques pour le contrôle de la fermentation est peu pratiquée, surtout dans les grands vignobles où l'on produit des vins d'appellation contrôlée. Il demeure une importante exception à cette règle, soit l'ajout d'anhydride sulfureux (SO2) ou sulfitage.
Nous verrons dans cette partie, comment et pourquoi on pratique le sulfitage, de même que deux autres techniques visant à améliorer le contrôle de la fermentation, soit le levurage et la chaptalisation.
L'opération du sulfitage consiste à introduire dans le moût une certaine quantité d'anhydride sulfureux (SO2) lors de la vinification et de la conservation. L'anhydride sulfureux possède des propriétés antiseptiques ; il déploie une action inhibitrice sur certains micro-organismes (levures et bactéries) et des propriétés anti-oxydatives. Le SO2 est dit antioxygène ; sa présence empêche l'oxydation, la casse oxydative (vendanges pourries, présence d'oxydase), le goût de l'éthanal et le développement de maladies.
Pour être efficace, l'apport de SO2 doit se faire pendant la vinification, soit avant la fermentation. Il est préférable de le rajouter après le passage dans les appareils métalliques du foulage et de l'égrappage, afin d'éviter toute dissolution de métaux.
Afin de protéger le vin de toute altération, il est nécessaire de maintenir une dose de SO2 libre dans le vin durant l'élevage et la conservation à des doses variant de 15 à 25 mg/1 dans les rouges, 20 à 30 mg,/l dans les blancs et 60 à 80 mg/l dans les vins liquoreux.
Les effets défavorables du sulfitage
Le SO2 restant dans le vin donne un mauvais goût et peut même être toxique pour l'homme. Mal utilisé ou utilisé en trop grande quantité, il peut donner, après réduction de l'hydrogène sulfuré (H2S), des odeurs "d'œufs pourris". Le sulfitage retarde la maturation du vin en inhibant les ferments.
Les effets favorables du sulfitage
Le SO2 entraîne une augmentation du degré alcoolique de quelques dixièmes de degré par purification du milieu fermentaire. Il assure une bonne conservation des acides organiques, une coloration plus intense et il conserve le parfum des raisins. De plus, il empêche les fermentations indésirables, comme celle due aux bactéries acétiques qui transforme le vin en vinaigre.
Le tableau 3.3 présente la dose de SO2 à ajouter selon le type de vendange. On estime que la dose de SO2 à ajouter sera d'autant plus importante que :
- la température du milieu sera élevée ;
 |
- la vendange sera :
moins acide,
plus riche en sucre,
moins saine.
La dose de SO2 utilisée selon le type de vendange
Vinification en rouge
vendange saine et froide 3g/hl
vendange altérée à l'état sanitaire moyen 5g/hl
vendange altérée 6 à 8g/hl
Vinification en rosé : 3g/hl
Vinification en liquoreux : 3 à 5 g/hl
L'anhydride sulfureux sera utilisé sous forme solide (métabisulfite de potassium, K2S2O5), liquide ou sous forme gazeuse provenant de la combustion du soufre dans les fûts.
En conclusion, les avantages du sulfitage sont tels que cette opération est faite de façon systématique lors des vinifications.
Dans un moût sulfité adéquatement, c'est-à-dire à dose convenable et non stérilisante, la fermentation alcoolique débute spontanément de façon plus ou moins rapide grâce aux ferments présents sur les raisins. Pendant la vinification, la fermentation peut ralentir, voire s'arrêter, pour diverses raisons :
- des températures élevées ;
- le taux d'alcool devenu important combiné à de basses températures, peut nuire à Fraction des levures.
Dans ces cas, on peut accélérer l'action des levures par l'opération du levurage.
Le levurage consiste à ajouter dans la cuve des levures sélectionnées et en pleine activité, afin que celles-ci se multiplient dans la masse du moût et démarrent ou relancent la fermentation alcoolique. Il y a deux sortes de levures sélectionnées, soit des levures indigènes (une petite quantité de raisins très sains est alors foulée et éraflée, puis laissée à elle-même afin de fermenter) et des levures de commerce qui peuvent être soit des levures lyophilisées, congelées puis desséchées sous vide, soit des levures sèches actives qui sont réutilisables après une hydratation. Le levurage permet un démarrage rapide de la fermentation et une régularité de celle-ci, ainsi que l'implantation d'une espèce de levure recherchée pour ses qualités.
Chaptalisation : une controverse
C'est l'opération qui consiste à ajouter du sucre à un jus de raisin afin d'augmenter le degré alcoolique final. Elle n'est habituellement nécessaire que lorsque les raisins n'atteignent pas naturellement un degré de sucre suffisant. Cette pratique est réglementée ; elle remonte au XIXe siècle, époque à laquelle le comte Jean-Antoine Chaptal, chimiste, préconisa cette méthode qui lui doit son nom. Le sucre ajouté est du sucre de canne ou de betterave sous forme de sucre blanc cristallisé à 98 à 99,5% de pureté. Ce sucre ajouté est frappé d'une taxe.
Les quantités de sucre à apporter sont calculées à raison de :
- 1,7 kg par hl pour les vins blancs ou rosés,
- 1,8 kg par hl pour les vins rouges.
En Allemagne, la chaptalisation est permise pour les vins dits de table mais non pour ceux d'appellation contrôlée. Toutefois on autorise l'ajout de moût de raisin non fermenté après la fermentation afin de les adoucir. En France, la chaptalisation est permise dans certaines régions, en année déficiente, et sous certaines conditions. Elle est interdite en Italie et en Californie.
Après la fermentation alcoolique, ou peu de temps avant son achèvement, un trouble peut apparaître dans le vin. Du gaz carbonique se dégage, la couleur se modifie et une baisse de l'acidité totale de l'ordre de 1, parfois 2 à 3 g en H2SO4 par litre se révèle à l'analyse ; c'est la fermentation malolactique. Contrairement à l'acide tartrique qui est stable dans le raisin, l'acide malique constitue un facteur d'instabilité car il peut être dégradé par des bactéries.
La fermentation malolactique est la fermentation de l'acide malique (biacide) en acide lactique (monoacide). Elle s'explique par la décarboxylation, donc par la perte d'un carbone, d'une des fonctions acides du biacide.
 |
COOH-CH2-CHOH-COOH C02 + CH3-CHOH-COOH
Acide malique + Acide lactique
Des bactéries, présentes dans la pruine du raisin, sont responsables de cette transformation ; c'est pourquoi elle est appelée fermentation. En fait le terme est inexact car cette réaction biochimique athermique (sans dégagement de chaleur) est enzymatique. La capacité de dégrader l'acide malique est liée au potentiel génétique des bactéries. Certaines d'entre elles sont toujours aptes à fabriquer l'enzyme malolactique, d'autres ne possèdent cette aptitude qu'en présence d'acide malique, alors que d'autres ne l'auront jamais.
La fermentation malolactique permet :
- d'affiner un vin : l'acide manque, au goût très prononcé, est remplacé par l'acide lactique moins agressif au goût ;
- de diminuer l'acidité (désacidification), ce qui rend le vin plus souple et modifie la couleur ;
- d'influencer la stabilité du vin. Il faudra plusieurs décennies avant d'admettre que la fermentation malolactique peut être favorable à certains vins. Il est important, en effet, de mentionner que la fermentation malolactique n'est pas favorable à tous les vins. Cela dépend du vin lui-même mais aussi des conditions de la réalisation du phénomène. Elle est recherchée dans les vins de garde et pour les vendanges trop acides ; elle est évitée dans les vins de type primeur, certains rouges, blancs secs et rosés.
La fermentation malolactique (F.M.L.) n'est pas un phénomène spontané ; les bactéries présentes ne la réalisent qu'en milieu favorable. Aussi, elle peut se déclencher dans les deux ans qui suivent la fermentation alcoolique. En effet, à l'inverse des levures qui, disparaissent rapidement d'un milieu dépourvu de sucre, les bactéries subsistent au-delà de la disparition de l'acide malique.
Le vinifîcateur, qui recherche l'affinement des vins par la fermentation malolactique, doit donc mettre tout en oeuvre pour qu'elle se déclenche le plus tôt possible, sans toutefois gêner l'achèvement de la fermentation alcoolique. Cela permet :
- de contrôler et maîtriser le phénomène ;
- de bloquer ensuite toute évolution néfaste du vin par un sulfitage approprié.
Chaque fois que la fermentation malolactique est favorable au vin, il faut la provoquer et surveiller son déroulement jusqu'à la fin de la transformation.
Conditions favorables au phénomène
Le déroulement de la F.M.L., réaction enzymatique, dépend de la souche de la bactérie qui la réalise et aussi du milieu. Les facteurs à considérer sont le ph, la température, S02 et l'aération.
Il influence :
La nature de l'espèce persistant dans le milieu ;
La vitesse de multiplication des bactéries ; la nature du substrat métabolisé.
La F.M.L. se déclenchera d'autant plus facilement que le PH est voisin de 4. Celui du moût ou du vin étant de 3,8 à 3,4, toute augmentation de PH favorise la F.M.L.
PH < 3,1 F.M.L. impossible
PH > 4,5 F.M.L. ralentie
Elle influence :
La vitesse de multiplication des bactéries ; la vitesse de réaction ;
la température optimum qui est de l'ordre de 20°C.
Les bactéries sont sensibles à toute forme de S02. Le vinifîcateur qui veut provoquer la F.M.L. dans les vins doit donc limiter les doses de sulfitage.
Les bactéries lactiques exigent un milieu réducteur. L'oxygène inhibe leur action, le CO2 la favorise. Cependant, quelques espèces sont aérophiles ; elles s'accommodent d'une faible présence d'oxygène dans le milieu.
 |
{kind=link}